电 话:139-58599209
联系人:姚洪林
网 址:www.xfzqkj.com
地 址:湖北省恩施市咸丰县忠堡镇工业园
因为配件毛坯糊状模料比液态模料缩短小、凝固快、出产率高,以是熔模锻造在出产中较多采取糊状模料,在压型一蜡模一铸件的出产进程中,蜡模的尺寸不变性和变形水平,极大地影响了铸件的质量状况。
针对易变形件要从第一道工序—射蜡就采取在蜡模中放入障碍物限定缩短变形,开浇道根后粘浇道,压蜡后在水中冷却等有用步伐,使蜡模处在一个杰出的质量状况之下。
一、在蜡模中放入障碍物限定缩短变形
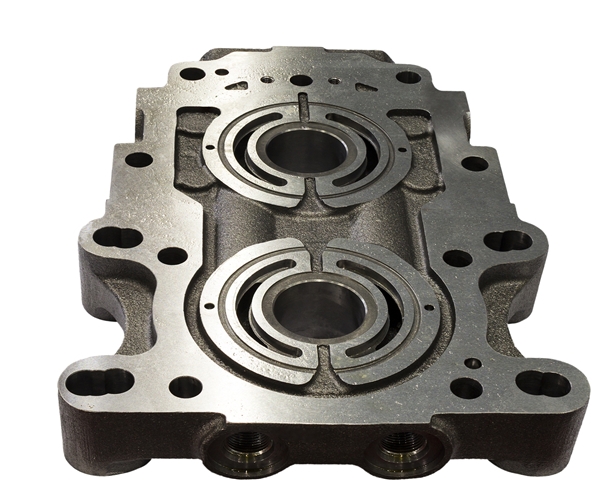
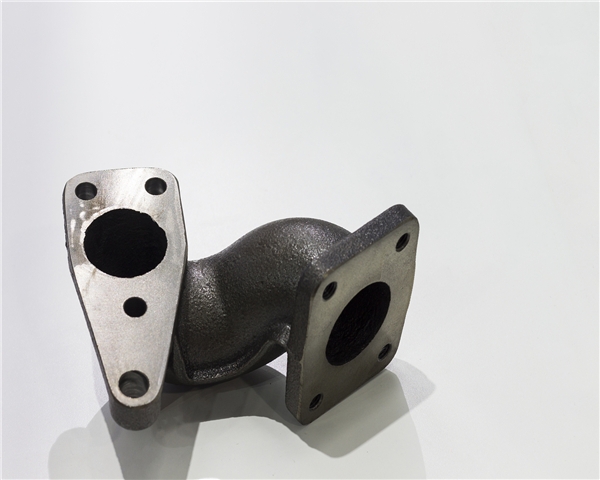
精铸件右页布局见图1,因需包管门的反转展转杰出,故两个Ф10.5mm的孔要求同轴,客户要求用公用销轴检具全检,而且公用销轴一端要自在落体式无停滞地穿过两个孔。本来的出产工艺为:压蜡后,压型放入水中冷却30min后掏出蜡模,修睦蜡模后组树。浇注出的铸件用公用销轴穿两个Ф10.5mm的孔,因两孔分歧轴,销轴穿不出来,必要100%校订,并且变形没有一点纪律,极大增添了校订事情量,严峻拖后出产进度。防止精铸件变形的几种措施 针对此环境,改良了工艺,颠末计较,做了10根Ф10.80-0.1mm的销轴,在压抑右页蜡模后,就将该销轴在Ф10.5mm孔处穿入蜡模,以后一并放入水中,冷却30min后掏出,针对这些蜡模做了两种方式:一种是修蜡模后间接组树,另外一种是再在上面粘一条拉筋,见图1。铸件出产出来用销轴检测,唯一1件两孔略偏斜,其他则完整契合要求,此1件偏斜的右页,稍一校订便可契合要求。经归类,发明第一种方式未粘拉筋的就已知足出产要求,可投入批量出产。